Abstract Different shapes of glass products can be used for surface printing and water transfer printing. The working principle, prepress preparation and specific operation steps of the surface printing machine are introduced, and the problems that should be paid attention to in the water transfer process and operation are explained.
Key words glass products; curved screen printing; water transfer printing
In the big dry world, we can see all kinds of curved glass products everywhere. Among them, there are necessary products (water cups, ashtrays, etc.) that are closely related to our daily lives, promotional materials (beer mugs) in which the manufacturer sells products, test tubes and measuring tools for chemical and medical tests, and more. Many unique styles, beautiful and practical crafts. If we look closely, these glass products are printed with beautiful graphics and lines, the role of which summed up in three points: decoration; product promotion; scientific range. These glass products decorate people's lives and bring many conveniences to our work.
Curved glass products mainly include three types: cylindrical, conical, and conical spherical shapes. The first two are suitable for printing with curved printing machines, and the latter one must use water transfer printing technology.
First, the principle of curved screen printing machine
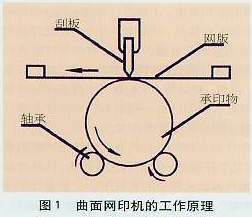
As shown in Figure 1, the cylindrical substrate is placed on the bearing frame of the working platform of the curved printing press, and the sharp scraper presses downwards. At this time, the screen plate moves at a uniform speed to drive the printing material to rotate, and the screen blank is rotated. The ink is transferred to the substrate to complete the entire printing process. During the printing process, the squeegee only makes vertical movements with very small strokes. The screen is moved horizontally with a large stroke, and the printing pressure line is always tangent to the rotation center line of the substrate.
Second, pre-press preparation
1. The plate is made of aluminum alloy frame and the screen is made of 300 mesh yellow polyester mesh. Such as the use of light-cured ink printing, screen to 350 mesh is appropriate, because the curved surface of the screen printing film wear, wear resistant, high resolution photosensitive emulsion should be used. Such as Japan's Murakami company's SBQ single liquid emulsion. During the plate making process, the film is coated as thick as possible, and it is usually applied twice on both sides of the screen.
4. For printing plants with small print shops and venues, UV glass ink printing can be used. UV inks have two most prominent features: (1) Very good fastness; printed parts that are badly reworked must be scraped to remove the ink on the pattern; (2) Instantly dry, only 3 The ~6s ink layer can be completely dried, which can save a lot of drying racks and drying equipment, greatly improving the production efficiency. Due to the transparency of the glass products, curing of the ink layer does not require a high-power light curing machine. Generally, the UV lamp power is controlled at 2 to 3 kW. Images that exceed 2/5 of the circumference need to be re-cured. For images over 3/5 of the circumference, special brackets must be created. When the light is solid, the substrate is overrun so that the light conveyor does not touch the ink layer. .
5. Since the solvent in the glass ink cannot produce a slight dissolving effect on the glass surface, the pigment is completely attached to the glass surface by the resin, so the cleanliness of the glass surface will directly affect the fastness of the printing ink. Dilute hydrochloric acid can be used to wipe the surface of dust, stains, cleaner glassware can be scrubbed with industrial alcohol. Dust-proof gloves must be worn by the printer to remove the parts to ensure the cleanliness of the image before printing.
6. In the case of color printing, positioning crosshairs should be made in appropriate positions on the first color screen. When printing, the graphic and crosshairs are printed on the glassware. Afterwards, several color printings are based on the crosshairs and are to be printed. , scrape the reticle with a knife. When using gears and racks as positioning stroke standards, use ink or stick on the appropriate position of the substrate to make a horizontal line mark. When printing, the positioning block is flush with the horizontal line on the substrate to ensure accurate overprinting. Sex.
7. The choice of ink should be based on the specific prints, can not be heated hollow water injection or solvent glass crafts can only be printed with ordinary ink; require higher wear resistance and solvent resistance of the printing, should use UV or high temperature sintering ink. Commonly used glass inks are shown in Table 1.
8. Pneumatic curved printing presses are generally not equipped with a bearing frame. You can refer to the manual curved surface printing machine and make a bearing frame yourself. The frame box can be made of 5 to 8 mm thick plexiglass to make a u-shaped semi-open box. 10 mm holes, and then put four small bearings into two 10 mm iron pipes, and insert them into the holes on both sides of the frame box. According to the size of the substrate, two positioning flaps are also made, one is a side flap, and the other is a middle color registration flap. The well-made bearing frame is fastened with the screws and the working platform and must not be loosened.
Third, the operation of curved surface printing machine
There are many mechanical devices used for surface printing, and the transmission methods are manual, electric and pneumatic. Manual printers can only be used for small-volume printing due to slower printing speeds. The compact size of the motorized surface printers and low noise during printing are very popular with screen printing manufacturers. However, most manufacturers still use pneumatic curved surface printing presses. The following takes the Henghui S-250M curved screen printing machine as an example to discuss the operation steps of prepress screen debugging and printing.
Determine the stroke distance
After installing the dried screen plate into the grid, the left and right positioning stoppers on the slide frame should be loosened, and the screen plate should be moved to the left. The distance between the ink-returning blade under the blade holder and the printed graphic is 10 ~20 mm, then lock the left positioning stopper, and then move the screen holder to the right. The sharp blade under the holder should be 10-20 mm beyond the printed graphic, and then lock the right positioning stopper. When the circuit and gas circuit are connected, press the "Net Box Test" button on the operation panel to observe whether the frame operation is stable (not shaking) and whether the distance from the doctor blade and the ink return knife is reasonable and accurate.
Shelter Tent,Outdoor Tent ,Backpacking Tent ,Small Tent
Camping & Outdoor Gear Co., Ltd. , http://www.northforest-trading.com