Study on the Process Size of Steel Barrel Flanging and Bucket Top Edge Width
Xin Qiaojuan
In recent years, with the continuous improvement of steel drum manufacturing technology, the structure of steel drums has been continuously updated, and the plates used have been continuously thinned. Due to the rising price of steel, the situation faced by steel drum manufacturers is very serious. In the face of fierce market competition, the sales price of steel drums is difficult to increase, so the barrel enterprises only accept high-cost raw materials. Faced with such high raw material prices, it is very difficult for steel drum manufacturers to make a profit. To this end, all steel drum manufacturers do everything they can to find ways to reduce the production costs and costs of steel drums, thus preserving strength and being invincible in the competition. To this end, both the supply and demand sides have basically reached a consensus that the steel drums should be as light and thin as possible while meeting the demand. In this way, the types of steel drums produced by steel drum manufacturers will not be only those specified by the national standard, and there will be many steel drum series products other than the standard. For example, a 200-liter small-opening asphalt barrel with a barrel thickness of 0.5 mm and a barrel bottom (top) thickness of 0.65 mm; a 200-liter small opening chemical barrel with a barrel thickness of 0.6 mm and a barrel bottom (top) thickness of 0.8 mm; A 200-liter small-opening oil drum with a thickness of 0.8 mm and a bottom (top) thickness of 1.0 mm. At present, thin barrels like this are emerging one after another, but due to the process and the molds of the original 200-liter small-open steel drum, the production process has some unexpected problems.
The day before yesterday, a friend called to inquire and said that their factory produced 200-liter small-open steel drums smoothly, but recently produced a batch of 200-liter small-open steel drums with a barrel thickness of 0.6 mm and a barrel bottom (top) thickness of 0.8 mm. How to adjust the equipment and tooling can not achieve the desired result, not the iron tongue at the curling edge, leakage or even the phenomenon of stretched edge cutting. As far as I know, this kind of problem has been encountered in many steel drum enterprises when trial production of thin barrels, and even delayed a lot of time, missed many signing opportunities, directly affecting the economic benefits of the company and the quality of the products. If the process size of the thin steel drum can be scientific, formulaized and serialized, the detour can be reduced in the production process to improve work efficiency and product quality.
Below we first discuss the determination of the process size of the barrel flange and the bottom and top width of the barrel.
First, the relationship between the width of the barrel flanging and the bottom of the barrel (top) and the width of the steel barrel and the thickness of the steel plate
To determine the correct width of the bottom of the bucket (top) and the width of the flange of the bucket, we must first understand the crimping of the steel drum. In general, the crimping of the steel drum is divided into three types, namely, double flat curling and double rounding. Crimping and triple round crimping; in the past ten years, the 200-liter steel drums produced by domestic steel drum manufacturers have basically adopted triple round crimping. However, in the past one or two years, some foreign production lines have been introduced to make 200-liter cone-shaped barrels, and the form of crimping is double-flat, so some companies follow suit. However, considering the strength of the steel drum, the strength of the steel drum is correspondingly reduced due to the thinning of the material itself. In order to make the steel barrel have good crimping strength, the winding is firm, and the sealing performance is good, the crimping situation must be seriously analysis. Therefore, when conditions permit, triple rounding should be used as much as possible.
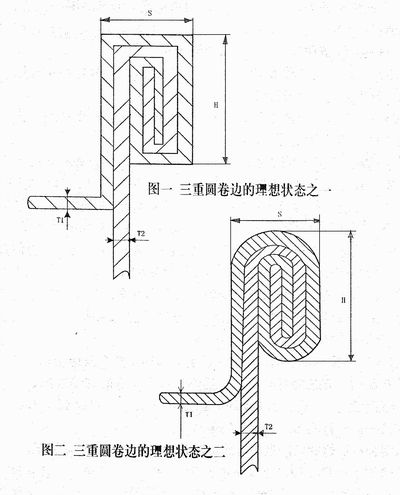
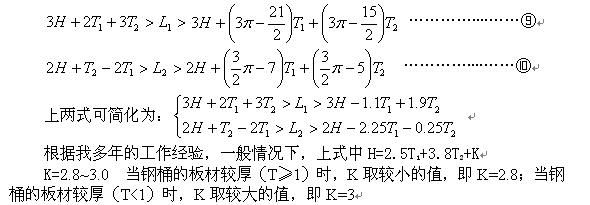
According to our many years of work experience and the actual situation of the same industry at home and abroad, the shape of the curling edge of the triple round is not strictly circular. It has various forms, such as triangle, trapezoid, ellipse, etc. The number is mostly on the seventh floor, but there is a circular arc transition angle at the corners of the rectangle, and the arc transition angles vary in size. In order to simplify the research procedure, we set two ideal states, as shown in Figure 1 and Figure 2 for two ideal state graphs. The barrel bottom (top) side width L1 and the barrel flange width L2 we seek are between the two ideal limit states L1 and L2 values.
The case of the triple crimping is studied below under the condition that the curl width H and the bottom (top) material thickness are T1 and the barrel material thickness is T2. (Note: In the following study, S represents the thickness of the bead; H represents the width of the bead; Figure 1 is the ideal state of the rectangular bead; Figure 2 is the ideal state of the circular bead)
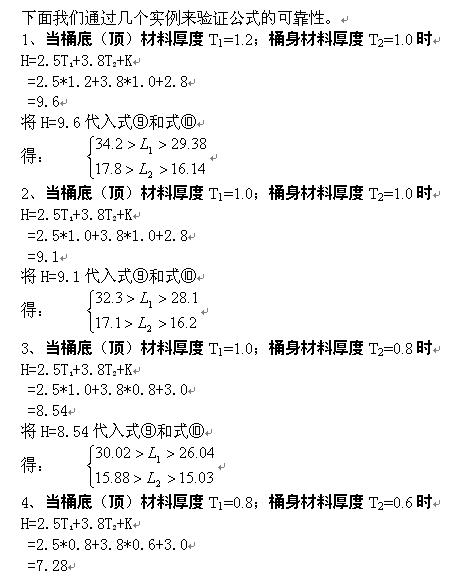
In Figure 1, we can easily write the calculation formula for L1 and L2 (which should be calculated from the neutral position of the material):

The above calculations are made for the two ideal states, and the actual situation is just between these two states, so:
Equations 9 and 10 give the range of the width of the bottom of the bucket (top) and the width of the flange of the bucket in the case of triple round crimping, considering the need to fill the sealant when crimping, and the specific condition of the crimping is rounded Therefore, when taking the value of the barrel body, you can take a slightly larger value in the range; when you take the bottom (top) side width, you can take a slightly smaller value in the range.
Second, verify the correctness of the width of the barrel and the width of the bottom of the barrel (top)
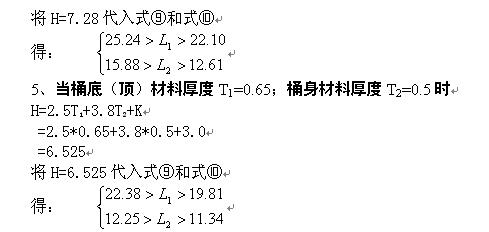
From the above verification results, we can see that with the thickness of the steel drum steel plate, the production process in the production process will also change, instead of a mold size and the body flange size can be all-encompassing, for all steel Barrels are suitable, so when producing thin steel drums, the process parameters in the process should be properly adjusted according to the change of material thickness.
Third, the application of this formula to the significance of the production of thin steel drum
In the above, we have deduced and verified the size of the flange of the triple round-edged steel barrel and the width of the bottom (top) side of the barrel. It is in line with the actual production. If you pay attention to it, you can find that the width of the barrel and the width of the bottom of the barrel (top) are actually used in the production of the small barrel. We just did not classify it into a specific formula and did not use it. 200 litre steel drums. In the past, we always had an illusion in the production process that the larger the diameter of the steel drum, the larger the width of the flange and the width of the edge of the lid should be. In fact, this is not based on theory. It is precisely because of this illusion that many steel drum manufacturers have experienced many unexpected problems in the production of thin steel drums, which affect product quality and delay production.
From the above formula, we can see that the thinner the material, the smaller the width of the barrel body and the bottom of the barrel (top). Therefore, in the future production, it is forbidden to use the same process size and tooling and mold to produce steel drums with different material thicknesses. Guarantee the quality of the steel drum.
[Note: This article was first published in the third issue of Steel Barrel magazine in 2003. At the request of the 2009 Yingkou Baking Technical Training Course, the full text is now available. ]
1. Thigh & Calf Brace Helps smoothe aches and muscle pains
2. Thigh & Calf sleeve Helps increase joint and muscle mobility
3. Thigh & Calf Pad Helps to relieve the pain and swelling of leg symptoms
4. Thigh & Calf guard Reduces injury of your leg caused by friction and hitting
5. Improves blood circulation.
6. The good compression can make your Thigh & Calf covered completely
7. Extremely thin profile will not interfere with athletics or clothing.
8. Varying knit densities, thickness place support, flex where needed most.
9. Ensures comfort and durability

Thigh & Calf Brace,Thigh & Calf Sleeve,Thigh & Calf Support,Thigh & Calf Pad,Thigh & Calf Guard,Leg Brace ,Leg Sleeve,Leg Shaper
Shijiazhuang AoFeiTe Medical Devices Co., Ltd. , https://www.aofit.com