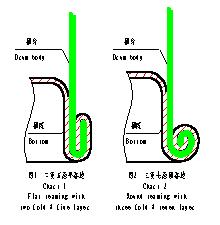
Round seaming with three-fold & seven-layer
XI'AN MACHINERY RESEARCH INSTITUTE Jing zhiping The industrial technology for steel drum manufacturing in China experienced a revolution during recent more than ten years. Its marking is extensive applications of the round seaming with three-fold & seven-layer For the steel period. Because the "sealing intensity" is premier one of many technical function for steel drum, as a result the round seaming with three-fold & seven-layer becomes the central technology for steel drum manufacturing. During the middle period of 80's Of 20 centuries, in the face of serious threaten from leaking of the steel drum-packing causing again and again fearful accidents in sea transportation, international IMO standard "The international maritime conveyance rule for dangerous goods" was made with the 20th time of revises. It increased the request about sealing function of steel drums. Many countries have advanced technology for steel drum manufacturing such as Germany , America etc. eliminated in succession traditional production technology about the flat seaming with two-fold & five-layer, turned step to develop new technique: the round seaming with three-fold & seven-layer. The creation of this technique increased grade of Sealing intensity for steel drums from third or four class to first or second class, prescribed by "The international maritime conveyance rule for dangerous goods", reduced the safe trouble in sea transportation effectively, and affect in the world is not trivial matter. This tidal The drum production spread to steel drum manufacturing spread to Chinese steel drum manufacturing industry very quickly, caused nationally changing from the flat seaming with two-fold & five-layer to the round seaming with three-fold & seven-layer, produced the leaps of Technical quality for steel drums production.
A Horse Saddle Pad is put under the saddle and it's shape correspond with saddle. Saddle pad is It provides more comfort for horses when there is a rider on the back, and decrease back friction from the saddle. Horse saddle pad has many styles, For instance, Western Saddle Pad, English Saddle Pad, Dressage Saddle Pad, Jumping Saddle Pad , all purpose saddle pad. There are many sheepskin styles of saddle pad, including half Sheepskin Saddle Pad, dressage saddle pad etc.
A horse needs a saddle pad to protect it's back and makes the saddle feel soft (don`t be too hard) on the horse.


")

Horse Saddle Pad ( Numnah)
Horse Saddle Pad,Saddle Pads For Horses,Orange Horse Saddle Pad,Eventing Horse Saddle Pad
Hebei Honde Group , https://www.horseequipmentfromchina.com